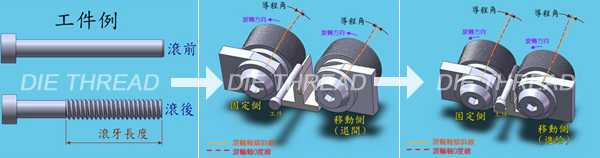
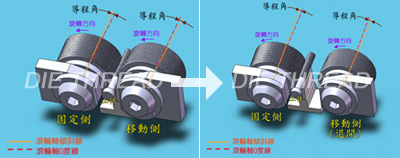
右側滾牙輪進給至牙飽和位置。因兩滾牙輪軸傾斜的角度,使滾牙工件被滾牙輪拉動,一面成型,一面被拉入。
滾牙加工到所需長度後,滾牙工件前端碰觸到長度定位的微動開關,並退開右側滾牙輪(移動側滾牙輪)。
取出滾牙工件,完成滾通有退之滾牙加工。
使用滾通油壓滾牙輪實際滾牙加工情況
使用凸輪式滾牙機實際滾牙加工情況